MAX: Maximum Temperature Setting
Maximum Temperature Setting controls how hoFt the kiln can be programmed to fire. This can be used to restrict firings to a certain cone, for example in a school. It can be set as high as 2400°F, although on any L&L the max temp in the warranty literature is “2350°F or Cone 10”. This is already set in the factory.
TYPE: Type of Thermocouple
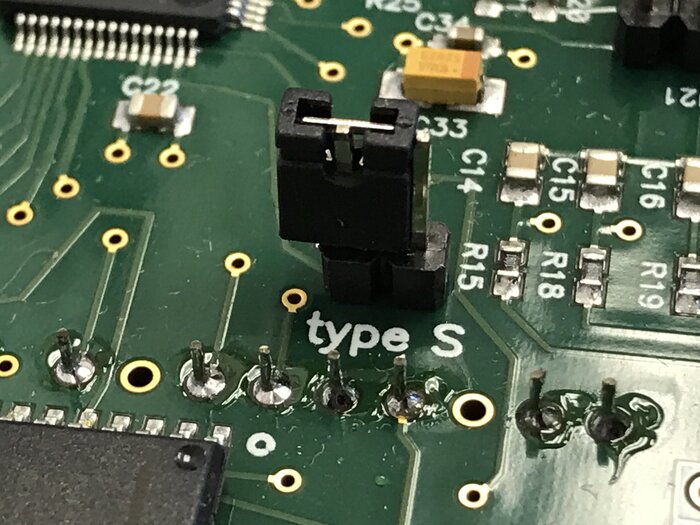
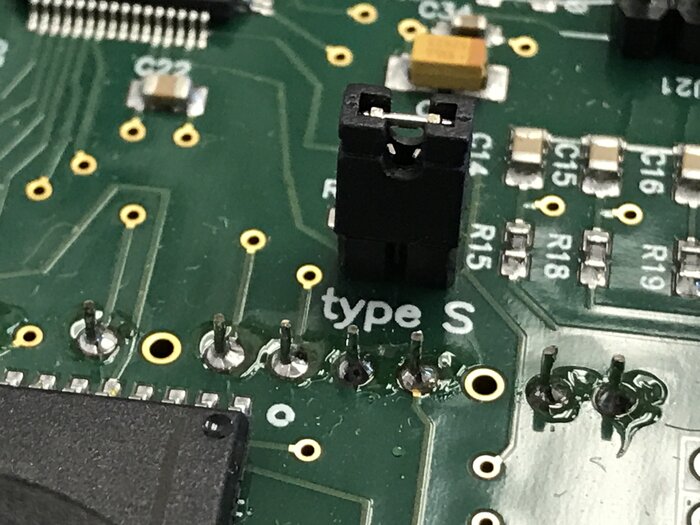
The type of thermocouple can be either Type K or Type S. You must have the appropriate thermocouples and lead wire to switch from one to the other. In addition you must switch the software setting from “K-TH” to “S-TH”, or vice versa. Pressing any number key toggles you back and forth from K-TH to S-TH. For precaution, a small jumper must be moved on the circuit board when going from K to S. This jumper is located approximately in the center of the board under the marking “R97”. If the jumper is on only one of the prongs, the control is set for Type K. If the jumper is on both of the two prongs, the control is set for Type S. This precaution keeps you from accidentally having it set for K with S thermocouples or vise-versa. If there is a mismatch between the jumper setting and the software setting you will get an error code: ERR9.
(CAUTION: A SEVERE OVERFIRING CAN OCCUR IF YOU HAVE THE CONTROL PROGRAMMED FOR A TYPE S THERMOCOUPLE AND YOU ARE USING A TYPE K THERMOCOUPLE).
2KEY: Two- Key Start
Two-Key Start is a safety feature that makes you press ENTER after pressing START/STOP to begin a program. It keeps you from turning the kiln on by accident. If Two-Key Start is activated, when you press START/STOP you will see ----. Pressing ENTER now starts the program. By default we do not have this feature turned on.
E-bd: Error Board Temperature
This allows you to set how hot the room can be that the kiln is in before the DynaTrol shuts the elements off. A temp sensor right on the electronic board inside the control box senses temperature and can be used to trigger a power-off to the elements if the kiln room gets too hot. 250°F is the max. Remember it is a whole lot hotter that close to the kiln than it is in the rest of the room. Default setting is 200°F (93°C)
REST: Restore Default USER Programs
- The DynaTrol comes preloaded with 6 special programs in the VARY-FIRE USER memory slots. VARY-FIRE has 6 memory slots for you to create and store your own custom programs. You may decide to keep these original programs or write over them with your own programs.
- If you ever want to get all of the original programs back again, you can go to REST in the Hidden Other Menu and press ENTER. If you do this however, any custom programs you made up and saved in the VARY-FIRE USER memory slots will be irretrievable. If you want to just get some of the original programs but not others, you will have to manually enter them in. VARY-FIRE TEMPERATURE PROFILES section in the Appendixes H contains the actual segment-by-segment program for each of the preset programs.
ERTF: Stores the Temp, Hours Past, and Rate of Rise when an Error Code occurs.
- This feature stores the temp, number of hours that have passed in the program, and the rate of rise of the kiln when an error code occurs.
- If you come in to your kiln and see E-1 for example, it has shut off because it cannot climb faster than the slowest allowable temp:12 degrees per hour.
- You can press ENTER and then go to ERTF in the Hidden Other Menu, press ENTER there and see, the temperature at which the error code happened, then the number of hours and minutes that have passed since the program began, then the actual rate of rise in degrees F/ hour (or degrees C/ hour if yours is set for Celsius) when the error code occurred.
This is a great diagnostic tool.
COOL: Cone-Fire Cooling Segment
- This feature allows the user to toggle ON or OFF a cooling segment for any EASY-FIRE Program. OFF means that the EASY-FIRE Program will fire to it’s maximum temperature, then shut off and cool naturally. ON means that once the max temp is reached, the cooling segment will kick in. If ON is set, when a EASY-FIRE Program is chosen, like Slow Bisque, the control will prompt you to enter the cool down segment you want after you are done programming the EASY-FIRE Program.
- With this feature turned on, the prompt while you are programming an EASY-FIRE program will be B. When you see this enter a ramp rate. Then you will see °F ٨ (or °C ٨). Enter a final set point temperature that you want the controlled cooldown to stop at. Then you will see HLd8 for a hold time (typically not used). An example of a good cool-down segment would be: Rate: 150 degF/hr, to: 1200F, hold: 0. See section 6.4 for more info on EASY-FIRE controlled cooling.
VOLT: Voltage Measurement
This feature allows the line voltage to be tested by the DynaTrol safely. This will help diagnose firing problems where the kiln cannot reach temperature.
- When you see VOLT in the Hidden Other Menu, press ENTER and the display will flash NOLd; meaning that the next number displayed will be the “No Load Voltage”.
- Press ENTER again and FLLd will flash meaning the next number to appear will be the “Full Load Voltage”.
- The kiln’s heating elements will be turned on for about 4 seconds while the full load voltage is displayed. After that, it will return to IdLE
- To display voltage using the kiln controller a calibration must be done. Before calibration make sure the relays and elements are connected.
|
Press Other key one time.
|
The message RSET will be displayed.
|
|
Type in key sequence 4, 4, 3
|
NOTC will be displayed.
|
|
Press OTHER
|
until VOLT is displayed.
|
|
Press ENTER key.
|
NOLD for no load will be displayed for two seconds. After NOLD, a number will be displayed until either ENTER is pressed or the 443 calibration code is entered. This number is the no load voltage. However, until after calibration this number is meaningless.
|
|
Type in key sequence 4, 4, 3
|
CAL1 will be displayed. Measure the line voltage and enter this number now using the keypad. This number will be used to calculate no load voltage
|
|
Press ENTER key
|
CAL2 will be displayed. Measure the line voltage and enter this number now using the keypad. This number will be used to calculate full load voltage.
|
|
Press ENTER key
|
The voltage calibration routine is now complete. The controller will return to IdLE.
|
DTCT: Amperage Measurement Setting
This feature can only be used if your DynaTrol came with the optional current sensor. If equipped and properly installed, this sensor allows the DynaTrol to read the amperage of the kiln in real time. This setting here only controls the maximum amount that the current sensor will measure. It is set in the factory for the proper amount and should not have to be changed. The amperage reading requires a current sensor that clips around one of the power cord’s hot wires. The default range for the calibrated sensor is 50A. For larger kilns the controller can be adjusted for a higher range sensor.
Installing an optional current sensor:
The current sensor has two wires that need to be connected to the circuit board. One wire is black. One wire is white. On the top left corner of the circuit board is a terminal with inputs marked black and white.
- Insert the white wire in the terminal that has been marked white.
- Insert the black wire in the terminal that has been marked black.
- Use a screwdriver to tighten the two screws on the terminals so that the wires will not come loose.
- The circuit sensor clips around one of the power cord’s hot wires.
- The control is now able to measure the amperage draw using the controller’s diagnostic routines.
Amperage Measurement
Amperage measurement can only be done if your kiln is equipped with a current sensor. If there is no sensor (or no amperage), your amp readings will be 0 when you run try this feature.
To run this feature first enter the Hidden Other Menu, then scroll through it until you come to dIAG. Press ENTER and see it say OUTS. Press “1”, see it say AMPS. Press ENTER and see it say AMP1 -meaning the next number displayed will be the amps of Zone 1. Then AMP2 will be displayed- meaning the next number to appear will be the amps of Zone 2, and so on for Zone 3 if you have three zones.
APPENDIX A: OVERVIEW OF FEATURES
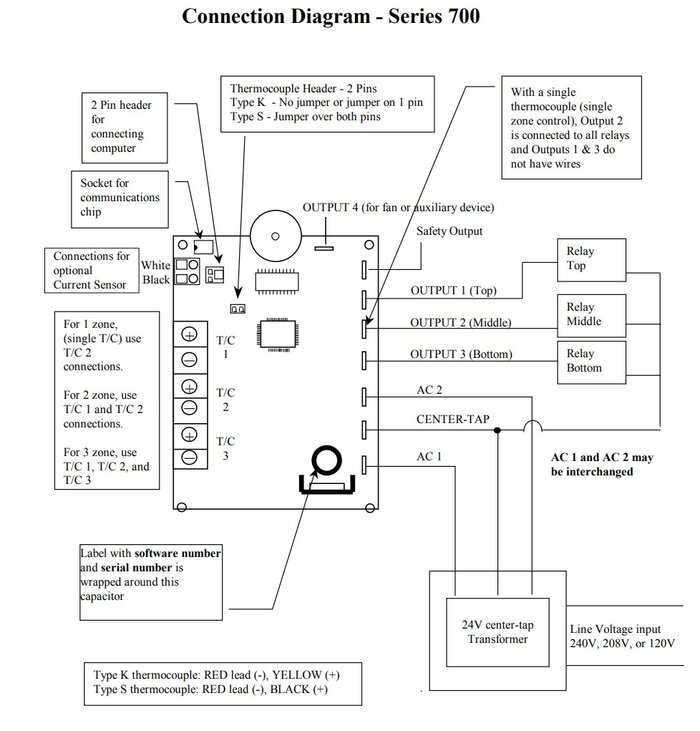
Dynamic Zone Control
- The DYNATROL features Dynamic Zone Control. It measures temperatures in the bottom, middle and top of the kiln and automatically adjusts the heat output of three separate heating zones even as the kiln is heating up and during the final approach to maturing temperatures.
- Kiln temperatures are automatically evened out to within 1/2 cone or better top to bottom!
- There is no manual intervention with input switches to even out temperatures.
- There are separate thermocouples (heat sensors) and contactors (power controls) for each of the three zones.
- Dynamic Zone Control suspends firing on one or more zones if the other zones are lagging behind the faster zone(s).
- TC1 (as displayed on the kiln) is the Top Zone, TC2 is the Middle Zone, TC3 is the Bottom Zone.
- NOTE: It is absolutely necessary to match the proper section with the proper control box outlet and proper thermocouple (Thermocouples, cords and receptacles are all marked for identification. If these are mismatched the kiln will not operate properly and you will get the Ed display showing that one of the zones is way off set point.
Programmable Number of Zones
The latest version of the DynaTrol allows you to program the number of zones. Typically there are three zones in a kiln. However, on our two section kilns the control will come programmed to operate as a two zone control. On GS1714 kilns we have the control programmed to be a single zone control. If you change the number of sections in a kiln (for instance, if you take one section off a three section kiln) you can reprogram the control to suit your needs. Another benefit of this new feature is that you can program the control to be a single zone control and avoid the complications of three zone control (i.e. LAG issues). When the control is programmed to be a single zone control outputs 1, 2 and 3 all work together. When programmed as a two zone control outputs 2 and 3 work together and output 1 is separate.
Four Easy Preset Programs
- There are four preset EASY-FIRE programs that have been designed to do most typical ceramic firing cycles. They are Fast Bisque, Slow Bisque, Fast Glaze and Slow Glaze. These preset programs have specific ramps and speeds built into them (see Appendix A for details of what these ramps are). You can enter any cone number up to cone 10 (*see note below) as a final temperature, a hold time, a delay time and even a time as options. This allows a great deal of customization while still keeping the programming simple and easy. We recommend you start with these programs until you get some experience with the control and your kiln.
- The EASY-FIRE mode uses Orton’s patented method to achieve correct heat work so it is ideal for firing ceramics. The advantage of using the EASY-FIRE method is that a very complicated firing profile may be chosen with just a few key strokes. The EASY-FIRE method helps protect against over and under firing by carefully tracking and controlling the temperature at the end of the firing as the cone temperature is approached. The program is based on a 108°F temperature rise for a large self-self-supportingsupporting cone (rather than the small Orton cones or regular large cones).
- *Note: Some L&L Kilns are not designed to go to cone 10. Consult your kiln’s label for the maximum operating temperature.
Six User Defined Programs
If your needs are more sophisticated or involved there is a separate VARY-FIRE programmer mode. This allows you to have 6 separate, repeatable, storable programs with up to 8 segments. There is one cooling or heating ramp, a temperature setpoint and an optional hold time per segment. The programs are stored in non-volatile memory which means that they will stay in memory even when all power is turned off. The DYNATROL allows you to soak at a low temperature for a long time (i.e. you can have an automatic drying period) and then automatically ramp up to your high fire at different rates. You can ramp slowly through critical periods or soak at end point temperatures for more consistent maturing of work. It also allows a controlled cool down to avoid heat shock. Of course many of these valuable uses are available in the preset EASY-FIRE programs. However, with the VARY-FIRE programs you have complete control over ramp times and rates and so you can adjust the kiln performance to your exact needs. It also allows the control to be used for non-ceramic applications such as glass, enameling, heat treating and other industrial uses.
Note: VARY-FIRE programs fire the kiln to your specifically programmed temperature. EASY-FIRE programs will fire the kiln to your specifically programmed cone number.
Linkable Programs
You can link VARY-FIRE Program #5 and #6 to get a 16 segment program. You can also use this system to link VARY-FIRE Program #6 to the end of an EASY-FIRE Program.
Delay Start
You can delay the start of the program by up to 99 hours, 99 minutes. This allows you to plan end of firing conveniently. This is also very useful for saving energy costs by firing kiln with night electric rates. If you want the kiln to mature at 2:00 PM the next day and you know your program will take 12 hours and you are starting your program at 4:00 PM today you would program in an 8 hour delay. NOTE: The delay start remains on or set for all programs (both VARY-FIRE and EASY-FIRE) until you turn it off.
Preheat (Candling)
You can “candle” the kiln for up to 99 hours, 99 minutes to dry ware thoroughly. “Candling” is a specific hold at 200°F which boils off the water in the clay slowly so that your work does not explode as the water expands rapidly to steam. This is highly recommended to do for most ceramics. We recommend overnight or for at least several hours depending on how dry your work is. NOTE: This is available as an optional step in the EASY-FIRE mode only. You can do the same thing with an added first segment in the VARY-FIRE mode.
Soak
The control will soak at Final Set Point for up to 99 hours, 99 minutes, and can be programmed to hold a temperature as long as 66 days before needing to be reset. This is a very useful feature and one of the great advantages of an automatic control. Most ceramics achieve their characteristics not so much by what temperature they reach but by how much “heat-work” is put into them. A long soak at a lower cone can often develop the bisque or glaze better. In addition a soak period almost always will improve the uniformity of the firing throughout the kiln. A soak period gives the entire load of ware time to absorb the radiant heat that is projected from the elements. If you simply rise to a certain temperature and then shut the kiln off (as is typical of a manual kiln sitter operation) then the center or the bottom of the kiln may not have had a chance to absorb as much heat as the ware around the perimeter. You may have experienced the fact that an older kiln with slow firing elements may in fact have given you better results. This is because the entire kiln has had a chance to even itself out as it approached final cone. We suggest experimenting with this feature. Try a soak of 10 to 20 minutes. The DynaTrol will automatically adjust the final temperature to compensate for the programmed Hold Time in the EASY-FIRE mode only. Be warned that element life is lessened by the amount of time the elements spend up at a higher temperature.
Audible Temperature Alarm
There is an easily settable audible temperature alarm. This can alert you at any point in program. For instance the control can alert you that the kiln is close to maturity so you can watch it reach final set point. You can use it to alert you when to close the lid if you are manually venting the kiln. You can disable this alarm by programming in 9999. Press ENTER to turn off alarm when it is sounding.
Program Review
Press this button to see the entire program before or while running it. It will scroll through the programmed steps. We suggest hitting Review Prog at the beginning of your firing to see if the control is set up to do what you want it to. If the control shows error codes OFF when they should be On or no Hold where one should be, you must first stop the program that is running in order to change anything. Most settings cannot be changed while running a program.
Segment Review
Press Review Seg once while you are firing to see which segment’s ramp or hold you are currently in, what the current set point is, and what the actual temperature of the DynaTrol’s electronics are.
Skip Segment
In the VARY-FIRE mode you can skip a segment to advance to a higher segment and speed the program along.
Set Point Indication
- If you press Review Seg twice while the kiln is firing, the control will show you what your current set point is during the program as it is changing.
- This is useful to confirm that the temperatures of the thermocouples are where they are supposed to be.
Change of Program During Firing
When firing you can alter the program at any time.
- You must press START/STOP, then reprogram, then press START/STOP.
- The DynaTrol will automatically take the current temperature into consideration and start back up at that point in the program.
- If you attempt to do this right at the end of a firing, the amount of time it takes to reprogram is not accounted for by the DynaTrol. If more than a few minutes go by, the temperature displayed may not accurately represent the amount of heat work taking place in the kiln.
- Another reason to fire with witness cones.
Cone Offset
- This is one tool you have to help you match the control to your real firing experience.
- It is important to fire the kiln with witness cones to find out what is really happening inside the kiln. Using these, you can fine-tune the overall performance of the kiln to match what is really happening to your ware.
- The cone offset is just one of the ways you have of making this adjustment.
- Keep in mind however that your firing speed and soak time will also have an effect on how the witness cones and ware perform. When you are making an adjustment try changing one variable at a time.
- For instance if you are firing to Cone 05 and your witness cones don’t mature you could do a number of things. One is to use the cone offset to raise what the DynaTrol thinks is the temperature of cone 05 in an EASY-FIRE program.
- Another thing you could do is put in a soak/hold time at the end of the program in a VARY-FIRE program.
- Another thing would be to slow the kiln down towards the end of its firing cycle with a slower, longer final segment in a VARY-FIRE program.
- Try one thing at a time to find out what works best for you. The cone table that the DynaTrol uses are based on a 108°F temperature rise for a large self-supporting cone (not the small Orton cones or the regular large cones).
Thermocouple Offset
- This allows you to individually change what the DynaTrol thinks the thermocouples are reading.
- Use this to adjust for thermocouple drift or kiln uniformity adjustments. It allows you to influence how the kiln “sees” the temperature in the kiln.
- For instance, if the center zone is consistently firing higher (as measured by witness cones) then you would change that thermocouple to read higher. This would trick the control into thinking that the center zone was hotter and it would keep the temperatures down.
- The difference between Cone Offset and Thermocouple Offset is that Cone Offset works in EASY-FIRE programs only and changes a specific cone’s temperature for the whole kiln.
- Thermocouple Offset will affect temperatures in both VARY-FIRE programs and in EASY-FIRE programs.
- Basically it changes just that particular thermocouple’s reading up or down to even out temperatures in an unevenly heating kiln no matter what cone number or temperature you are firing to.
- NOTE: Thermocouples drift in their accuracy over time. The hotter you fire the quicker this will occur. This is another reason why it is important to check each firing (or at least every 5 or 10 firings) with witness cones. This is particularly important if you are firing at high temperatures like cone 6 or cone 10.
Last Temperature Reached Indication
- When an EASY-FIRE program is complete it will tell you what the last temperature reached was. You press Review Prog at the end of the cycle to see this temperature.
- This is useful for logging and comparing to what happened with your ware. Compare this temperature to witness cones and make adjustments in your firing cycle or cone offsets to adjust the performance of the kiln.
Cone/Temperature Equivalent Look Up Table
- Convert cone numbers to temperatures in degrees.
- The look up table is based on a ramp rate of 108°F.
- This table is provided as a handy reference table to use while you are programming.
- There is a more complete table in the Appendix J.
Dust Sealed Keypad
The keypad is dust tight so you don’t need to worry if you have dirty hands that might get dust into the electronics.
Easy to Follow Graphic Design
It is graphically designed to be user friendly. EASY-FIRE, VARY-FIRE, OPTIONS and VIEW functions are grouped separately. The numeric keypad makes entering parameters like temperatures and cone numbers easy.
Error Checking Can Be Turned Off
There are various error codes in the control. These can be important diagnostic tools. They can also be somewhat confusing and alarming if you don’t understand then. One of the most common ones is E-1 which will stop the program if the kiln’s temperature is rising too slowly. ErrP flashing or PF indicates a power outage to the control. E d indicates that one zone is 100°F off set point. All these and more are explained in greater detail in Appendix E.
Reset Defaults Function
This function (available under Options, Other - see Section 9) resets most settings back to factory defaults. It does not affect the thermocouple or cone offsets. Turns Error Checking On.
Reads Control Board Temperature
This is a diagnostic tool. The control should not be operated when it is above 125°F ( 52°C) or below 32°F (0°C). This should not normally be a problem with the way L&L mounts these controls away from the heat. However, if you do get a reading that is higher than this temperature (for instance if you are operating in a particularly hot room) we recommend that you direct some cooling air at the control. This board temperature is displayed as follows: When you press the View Segment Button while firing, first the current segment is displayed, then the set point temperature and then the DynaTrol’s board temperature. Ambient temperatures that are out of the suggested range can lead to either control failure or control inaccuracy.
Automatic Restart after Brief Power Interruption with Flashing Alert
This is the ErrP indication. If the power outage was brief the program will continue to fire and the ErrP message will flash with the temperature indication. By hitting the “1” button you can clear this alarm message.
PID Tuning Control
- PID stands for Proportional - Integral - Derivative. It is a sophisticated calculus algorithm that minimizes temperature overshoot.
- The control is able to anticipate the temperature set point and start to cut back power before it reaches actual setpoint.
- In standard On/Off control the power does not turn off until the actual set point is reached. Because of the inertia of the kiln this could result in temperature overshoot without the PID control. The values for the PID are hard programmed into the control and can not be changed.
- They are optimized for ceramics. If you are using the control for another application and you find that the control gives you some overshoot try a step in your VARY-FIRE program that is a very slow ramp for the last few degrees of the program.
- For instance if you wanted to get to 1800°F without overshoot, have the program go to 1775°F and then take 15 minutes to ramp to 1800°F.
- NOTE: As of April 2000 a second set of PID settings was added for temperatures below 500°F. This improved overshoot in the lower temperature range.
Thermocouple Burnout Protection
The kiln will shut down automatically if all thermocouples burn out. The kiln continues to fire if only one or two thermocouples burn out. This protects your firing in the event of failed thermocouples. Of course, if all three thermocouples FAIL then the control stops firing.
Digital Indication of Temperature in either Degrees F or C
You can switch between temperature readings in degrees Fahrenheit or degrees Centigrade.
See All the Zone Temperatures
You can scroll through all three thermocouple readings by pressing 1 to see TC1 (top zone), 2 to see TC2 (middle zone) and 3 to see TC3 (bottom zone). The default view is of TC2. You must specifically hit 1 or 3 to see the top and bottom zone temperatures. The reading will stay on the thermocouple that you last pressed.
See Which Zones are Firing
- Press Number Key 8 while the kiln is firing. This toggles the LED display to show you which zones are firing.
- See the section under DESCRIPTION OF KEY FUNCTIONS AND DISPLAY, Appendix C for details. This is a great diagnostic tool to allow you to see which zones are firing. For instance if one zone is firing constantly and the other zones are not then you know that the constantly firing zone is the slow zone.
See the current rate of rise in degrees per hour:
- Press Number Key 5.
- See the section under DESCRIPTION OF KEY FUNCTIONS AND DISPLAY, Appendix C for details
See the elapsed time since the firing began
- Press Number Key 0.
- See the section under DESCRIPTION OF KEY FUNCTIONS AND DISPLAY, Appendix C for details
Cold Junction Compensation
- The control automatically compensates for varying ambient temperatures.
- It can operate in ambient temperatures of 32°F to 125°F (0°C to 50°C).
- The Review Seg button lets you see ambient board temperature (press Review Seg three times).
- This is an electronic compensation.
Matches Pyrometric Cone Performance in EASY-FIRE Mode
This feature is licensed from Orton. (Patent #4,461,616 and 4,730,101). This feature is not controlled by the user. Basically it adjusts how the firing takes place towards the end so that the control approximates how cones work. The control sees how fast the kiln is rising and adjusts the final end point temperature higher or lower to achieve the proper amount of “heat-work”. For instance, to mature your ware at the same cone number, a the kiln rising at 100°F per hour will require a lower set point temperature than a kiln rising at 200°F per hour. This feature is only used in the EASY-FIRE mode. Note: The control emulates the self supporting cones.
PID algorithm
- The PID algorithm (in industrial, mathematical terms this is the proportional, integral, and derivative functions of the control) is how the controller decides what percentage of the kiln’s total power is required to keep the temperature at the desired set point. The DynaTrol 700 board has a cycle time of 14 seconds (as the default setting) and will turn the relays on for a calculated number seconds to give the correct percent of power needed to keep the temperature near the traveling set point. For example, if the controller calculates that 25% of the power is required, the relays will be on for 3.5 seconds and off for 10.5 seconds.
- Each part of the P (Proportional band), I (Integral) and D (Derivative) are calculated separately and added together to determine the correct percentage (control value) of power required. The proportional part of the control value is based on how far the temperature is away from the desired set point. It is the difference between the set point and the current temperature (also called the error) multiplied by the proportional gain.
- The integral part of the control value is based on how long the temperature is taking to get to the set point. It is calculated by multiplying the error by the integral gain and summing this value over time. The integral value compensates for any long term error not taken care of by the proportional part.
- The derivative part of the control value is based on how fast the temperature is moving towards or away from the set point. If the temperature is moving quickly towards the set point the derivative portion reduces the control value to prevent overshoot. If the temperature is moving away from the set point then the derivative portion increases the control value to get the temperature to start moving back towards the set point.
- The constants for calculating the control value are fixed within the controller and can not be changed by the user. They do vary throughout the firing depending on the current temperature in the kiln. To prevent over and undershoot, the controller also has “approach control” to smooth the transition from a fast ramp to a hold.
Automatic Lag Function
- With a zone control kiln there is always a trade off between speed and tightness of control.
- The series 700 automatic control LAG feature uses the programmed ramp rate to automatically set its “LAG” temperature setting to balance these two opposing needs.
- Sometimes the temperature of one or more kiln’s sections “lags” behind one or more of the other sections. This is because the traveling set point of the control (based on the programmed ramp rate) is faster than one or more of those sections’ can rise and have the temperature in the sections stay even. To effectively deal with this the 700 DynaTrol will automatically slow the ramp rate when a section of the kiln lags.
- The amount of “lagging” that is allowed before the firing rate will slow is determined by the ramp rate. Fast ramp rates (greater than 500 °F/hour) will allow the greatest temperature difference between sections. Slow ramp rates (below 70 °F/hour) will have the smallest temperature difference between sections. Therefore, when the controller is programmed to go fast it will sacrifice evenness to obtain speed. Likewise, when the controller is programmed to go slow, the controller will maintain tighter control. The controller will try to balance speed and tight control when a medium speed is programmed.
Here is the actual algorithm for those who are interested in knowing what is taking place (note that this is all transparent to the user and is included in here to let you know how this works):
1) If the programmed rate of rise is between 1˚F/hour and 70˚F/hour and -
- All thermocouple readings are less than 3 degrees behind the traveling set point, the traveling set point moves at the programmed rate.
- The lowest thermocouple reading is between 3 and 6 °F behind, the traveling set point moves at 75% of the programmed rate.
- The lowest thermocouple reading is between 6 and 9 °F behind, the traveling set point moves at 50% of the programmed rate.
- The lowest thermocouple reading is between 9 and 12 °F behind, the traveling set point moves at 25% of the programmed rate.
- The lowest thermocouple reading is more than 12 °F behind, the traveling set point moves at 1 degree F per hour.
2) If the rate of rise is between 71˚F/hour and 500˚F/hour and -
- All thermocouple readings are less than 7 degrees behind the traveling set point, the traveling set point moves at the programmed rate.
- The lowest thermocouple reading is between 7 and 14 °F behind, the traveling set point moves at 75% of the programmed rate.
- The lowest thermocouple reading is between 14 and 21 °F behind, the traveling set point moves at 50% of the programmed rate.
- The lowest thermocouple reading is between 21 and 28 °F behind, the traveling set point moves at 25% of the programmed rate.
- The lowest thermocouple reading is more than 28 °F behind, the traveling set point moves at 1 degree F per hour.
3) If the rate of rise is greater than 500˚F/hour and -
- All thermocouple readings are less than 10 degrees behind the traveling set point, the traveling set point moves at the programmed rate.
- Lowest thermocouple reading is between 10 and 20 °F behind, the traveling set point moves at 75% of the programmed rate.
- The lowest thermocouple reading is between 20 and 30 °F behind, the traveling set point moves at 50% of the programmed rate.
- The lowest thermocouple reading is between 40 and 50 °F behind, the traveling set point moves at 25% of the programmed rate.
- The lowest thermocouple reading is more than 50 °F behind, the traveling set point moves at 1 degree F per hour.
APPENDIX B: TERMS AND ABBREVIATIONS
Celsius - a temperature scale in which 0° is the freezing point and 100° the boiling point of water. Also called centigrade.
Centigrade - a temperature scale in which 0° is the freezing point and 100° the boiling point of water. Also called Celsius.
Cone - a pyramid shaped ceramic composite which bends and melts in the kiln to indicate the amount of heat work which has taken place in the kiln. Also called a witness cone.
Default – (or default settings) These are the settings that the DynaTrol comes programmed with from the factory. Using the Reset feature will return the DynaTrol to it’s default settings.
Final set point – in an all heating program with no cooling segments this would be the maximum temperature the kiln was programmed to reach. If there are programmed cooling or holding segments then the last segment’s programmed set point is the final set point.
Profile - A series of segments which define how the kiln temperature is to proceed through the firing. This is sometimes referred to as a program.
Ramp-hold - A firing profile in which the temperature is programmed to increase to a specific temperature, hold for a period of time then repeat this sequence until a final temperature is reached.
Segment - One unit of programming. Each segment on this control has a ramp (Deg per hour), a final set point temperature and a hold time.
Set point – the target temperature within a programmed segment.
T/C or t/c - Abbreviation for thermocouple.
Thermocouple (abbreviated T/C or t/c) - Temperature measurement sensor made of two dissimilar metals which are joined at one end; the end where they are joined is the temperature measuring end.
APPENDIX C: DISPLAY MESSAGES (in alphabetical order)
ALRM - Alarm. When ALRM flashes in the display, an alarm temperature between 0° and 9999° may be entered. When the alarm is set to 9999°, it is turned off.
bd T - Board Temperature. Indicates the temperature of the DynaTrol’s electronics (see Control Precautions).
°C1, °C2, °C3, through °C 8, Degrees Celsius temperature. In the VARY-FIRE Mode with the Celsius temperature scale selected, the controller is waiting for an end temperature to be entered for the segment. The numbers stand for the segment which is being programmed.
CHG° - Change degrees - When CHG° is displayed, press ENTER to select the temperature scale you would like to use, either Fahrenheit (°F) or Celsius (°C). The 1 key will toggle between °F and °C. When the scale you want to use is displayed, press ENTER.
CNOS - Cone offset. Press ENTER to adjust an individual cone shut off temperature of plus or minus 50°F maximum.
CONE - Cone number. When CONE is displayed, a cone number between 022 and 10 must be entered. This will be found in the Cone Table or the EASY-FIRE Mode.
°COS - Degrees Centigrade offset – seen when a Cone Offset or a Thermocouple offset is being programmed.
CPL - Complete. Indicates programming or some programming function is complete.
CPLT - Complete. Indicates a firing has been completed.
Decimal Point displayed in lower right-hand corner of display The temperature is displayed in degrees Celsius (°C).
Decimal Point displayed in center of display between 10’s and 100’s. A time in hours and minutes is being displayed.
dELA - Delay. Indicates the time in hours and minutes before the start of firing.
DIAG - Diagnostic s. Located in the Hidden Other Menu. Pressing ENTER here turns zone 1’s elements on for a few seconds followed by zone 2’s elements, then zone 3’s elements. A powered bottom will stay on during all three zone’s test. If the kiln is improperly put together it will become apparent now.
ERCd. Error Codes. When ERCd is displayed, press enter to turn the Error Code function on or off. This function is located by pressing Other in the OPTIONS Section.
E A Error. Indicates a software error has occurred. The error codes are listed in APPENDIX E.
E E. Software Error. Indicates a software error has occurred. Contact L&L Service. The error codes are listed in APPENDIX.
E 0, E 1, E 2 through E 8 means Error. An error has occurred; the error codes are listed in APPENDIX E.
ErrP (flashing) - Power Outage Error. This is displayed during a firing if power to the kiln has been interrupted for less than a couple minutes, depending how far along in the firing you are. The error codes are listed in APPENDIX E.
°F1, °F2, °F3 through °F8 In the VARY-FIRE Mode with the Fahrenheit temperature scale selected, the controller is waiting for an end temperature to be entered for the segment. The numbers stand for the segment which is being programmed.
°FOS - Degrees Fahrenheit Offset – seen when a Cone Offset or a Thermocouple offset is being programmed.
FAIL - Thermocouple Failure. The thermocouple is not connected to the controller or there may be a break in one of the thermocouple lead wires. If the thermocouple wire is broken, it must be replaced. When connecting the thermocouple, SEE THE COLOR CODING INFORMATION in Section 1.0 (Control Cautions).
FAN1, FAN2, FAN3, through FAN8. This message will appear during programming in the VARY-FIRE mode only after OP C (option C in the Hidden Other Menu) has been chosen. FAN refers to your powered bottom (if you have one), and the number is the number of the segment you are currently programming. The powered bottom (FAN) can be programmed to be ON or OFF in each segment of the VARY-FIRE program.
F-bC Fast Bisque, One of the EASY-FIRE programs
F-GL Fast Glaze, One of the EASY-FIRE programs
HOLd or HLd - Hold. Indicates the holding time in hours and minutes at the end of a “ EASY-FIRE” program. OR it may mean that you have just chosen the Preheat option and now the DynaTrol is asking how much hold time in the preheat setting you want to have.
HLd1, HLd2, HLd3 through HLd8 In the VARY-FIRE Mode the controller is waiting for a soak or hold time in hours and minutes to be entered for the segment. The numbers stand for the segment which is being programmed.
Id – Identification. Allows you to identify a particular control for use with KISS computer software.
IdLE and Temperature – Flashing The kiln is off, and the current temperature in the kiln is displayed. The DynaTrol is programmed to run using only one thermocouple.
IdLE, TC2, and the current temperature flashing - The kiln is off, and the current temperature in the kiln at thermocouple #2 is displayed. The DynaTrol is programmed to run using either two or three thermocouples.
NOTC - Number of thermocouples. Located in the Hidden Other Menu. Pressing ENTER here allows you to choose how many thermocouples (essentially how many zones) are in the kiln.
OFF. Press ENTER when displayed to turn the Error Codes, the Autolag, a Powered Bottom, or the “shut off” feature Off. Pressing the 1 key toggles between On and OFF.
ON (no dashes). Press ENTER when displayed to turn the function you are programming on. Pressing the 1 key toggles between On and OFF.
-On- (displayed with dashes). Displayed for about 10 to 15 seconds when the START/STOP button is pressed to begin a firing. The heating elements of the kiln will not begin heating until -On- disappears and the current kiln temperature is displayed. NOTE: Pressing any key besides START/STOP while -On- is displayed, will stop the firing. Pressing START/STOP after –ON- goes away will stop the firing.
OPA. Option A. Located in the Hidden Other Menu. Used for vent control. (See Section 10.2)
OPB. Option B. Located in the Hidden Other Menu. Used for vent control. (See Section 10.3)
OPC. Option C. Located in the Hidden Other Menu. used for Vent Control or Powered Bottom (See Section 10.4)
PCT. Percent. Located in the Hidden Other Menu. You can set how often your powered bottom comes on based on a percent of when the bottom zone comes on.
PF. Power Failure. PF indicates the power to the kiln has been interrupted for a long enough time to effect the current firing. The kiln has shut down and the firing must be restarted.
PId. Located in the Hidden Other Menu. Pressing ENTER when you see this allows you to program a setting to help a heavily or unevenly loaded kiln fire faster.
RA1, RA2, RA3 through rA8 In the VARY-FIRE Mode the controller is waiting for an ramp temperature rise per hour to be entered for the segment. The numbers stand for the segment which is being programmed. The temperature is in °F/hr or °C/hr whichever has been selected. If °C has been selected, there will be a decimal point in the lower right-hand corner of the display.
RSET Reset. Press Other until RSET is displayed. Then press ENTER. IdLE will be displayed indicating that the Error Checking is ON. This is the Default settings.
16-S. Sixteen step program option. VARY-FIRE profile #5 must have been chosen, and now the DynaTrol must be told whether to automatically fire VARY-FIRE profile #6 immediately after the ending of #5 (16-S set to ON) or not (16-S set to OFF).
SAFT. Safety option. DO NOT PRESS ENTER HERE. This option is not used with L&L’s kiln systems
S-bC Slow Bisque. One of the EASY-FIRE programs
S-GL Slow Glaze, One of the EASY-FIRE programs
SEG. Segment. When SEG is displayed, the number of desired segments for a VARY-FIRE program should be entered.
SHTO. Located In the Hidden Other Menu. Set to either ON or OFF. Lets you choose between firing styles where:ON means that as soon as the hottest zone gets to the segment’s set point the entire kiln switches to either the “hold time” or the next segment. OFF means that the DynaTrol will not let the hottest zone’s temperature rise until the average temperature of the three zones reaches that segment’s set point. Then the kiln can begin the “hold time” or the next segment.
STOP - Stop. Indicates firing has been stopped. Also may be displayed when the controller is first turned on. Also used like CPL with some functions.
USER. When USEr is displayed, one of the 6 user programs may be selected or programmed.
SSTP. Skip Step. Press Review Seg, ENTER, ENTER to skip to the next ramp segment in a VARY-FIRE program. Skip Step is not available with a EASY-FIRE program.
TCOS Thermocouple offsets. This is used to raise or lower the temperature indicated by any of the thermocouples. The maximum offset is 50°F. A positive offset is entered with 00 preceding the amount of offset and a negative offset is preceded with 90. This is the same as is done for entering cone offsets. When TCOS is displayed, press ENTER and TC1 will be displayed. Press enter and the current offset for the top thermocouple will be displayed. Press ENTER when the correct offset for the top thermocouples is displayed and then TC2 will be displayed. Repeat the process for TC2 and TC3.
Temperature - Continuously displayed The kiln is on (in either a VARY-FIRE or a EASY-FIRE program), and the current temperature in the kiln is displayed. The DynaTrol is programmed to run using only one thermocouple.
TC2 and the current temperature flashing - The kiln is on (in either a VARY-FIRE or a “ EASY-FIRE” program), and the current temperature in the kiln at thermocouple #2 is displayed. The DynaTrol is programmed to run using either two or three thermocouples.
Time - Decreasing A delay start is in effect for a VARY-FIRE or a EASY-FIRE program. The time remaining before the kiln starts to heat is displayed.
Time - Temperature alternately flashing. The kiln is in either a hold phase of a VARY-FIRE segment or a hold phase at the end of an EASY-FIRE Profile. The numbers displayed are the remaining time and the current kiln temperature.
APPENDIX D EASY-FIRE TEMPERATURE PROFILES
- These charts tell what the EASY-FIRE programs do to your kiln when you choose one of them. These charts will also be good reference points for writing your own programs in the VARY-FIRE mode. These charts are for cones 07 through 04 and cones 5, 6, 7, and 10. Other cone numbers will work as well in your own programs.
- NOTE: No delays, preheats. or final soaks are shown. When these programs are fired the actual final temperatures will vary as the DynaTrol adjusts itself based on how quickly it is climbing to that final temperature. This would not be the case for VARY-FIRE programs that you develop and input yourself. Also note that all these programs end on segment 7 rather than start on segment 1. This is due to the way the Orton feature works in the EASY-FIRE mode and is not relevant to your own programming in the VARY-FIRE mode. (Segment #7 in the EASY-FIRE mode is a special segment that incorporates the Orton software and so it must be the last segment of every “ EASY-FIRE” profile). Start your VARY-FIRE profiles on segment 1.
- NOTE: All the programs shown are written to accommodate the fastest possible empty kilns. THE NUMBERS DO NOT REPRESENT TYPICAL KILN FIRING TIMES WITH A LOAD. Your kiln can take considerably longer (as much as 4 times) to fire than the times shown here.
- This final set point temperatures are based on the specific rate of rise programmed for the last segment. If the rate of rise changes (for instance if the kiln goes slower than the programmed rate of rise because of a heavy load or aging elements) then the final set point temperature will be recalculated by the control. This maintains the “heat-work”. The faster the rate of rise in the final segment, the higher the set-point temperature needs to be to get the same “heat-work”. Inversely, the slower the rate of rise the lower the set-point temperature needs to be.
CONE 07
| Slow Bisque Firing Profile for cone 07 (1787°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
80 |
250 |
|
2.25 |
| 4 |
200 |
1000 |
|
3.75 |
| 5 |
100 |
1100 |
|
1 |
| 6 |
180 |
1537 |
|
2.43 |
| 7 |
80 |
1787* |
0 |
3.13 |
| |
|
|
Total |
12.55 |
| Slow Glaze Firing Profile for cone 07 (1787°F) |
|---|
| Segment |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 5 |
150 |
250 |
|
1.20 |
| 6 |
400 |
1537 |
|
3.22 |
| 7 |
120 |
1787* |
|
2.08 |
| |
|
|
Total |
6.50 |
| Fast Bisque Firing Profile for cone 07 (1787°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
120 |
250 |
|
1.50 |
| 4 |
300 |
1000 |
|
2.50 |
| 5 |
150 |
1100 |
|
0.67 |
| 6 |
180 |
1537 |
|
2.43 |
| 7 |
108 |
1787* |
0 |
2.31 |
| |
|
|
Total |
9.41 |
| Fast Glaze Firing Profile for cone 07 (1787°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 6 |
570 |
1537 |
|
2.57 |
| 7 |
200 |
1787* |
|
1.25 |
| |
|
|
Total |
3.82 |
CONE 06
| Slow Bisque Firing Profile for cone 06 (1819°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
80 |
250 |
|
2.25 |
| 4 |
200 |
1000 |
|
3.75 |
| 5 |
100 |
1100 |
|
1 |
| 6 |
180 |
1569 |
|
2.61 |
| 7 |
80 |
1819* |
0 |
3.13 |
| |
|
|
Total |
12.73 |
| Slow Glaze Firing Profile for cone 06 (1819°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 5 |
150 |
250 |
|
1.20 |
| 6 |
400 |
1569 |
|
3.30 |
| 7 |
120 |
1819* |
|
2.08 |
| |
|
|
Total |
6.58 |
| Fast Bisque Firing Profile for cone 06 (1819°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
120 |
250 |
|
1.50 |
| 4 |
300 |
1000 |
|
2.50 |
| 5 |
150 |
1100 |
|
0.67 |
| 6 |
180 |
1569 |
|
2.43 |
| 7 |
108 |
1819* |
0 |
2.31 |
| |
|
|
Total |
9.59 |
| Fast Glaze Firing Profile for cone 06 (1819°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 6 |
570 |
1537 |
|
2.57 |
| 7 |
200 |
1819* |
|
1.25 |
| |
|
|
Total |
3.82 |
CONE 05
| Slow Bisque Firing Profile for cone 05 (1891°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
80 |
250 |
|
2.25 |
| 4 |
200 |
1000 |
|
3.75 |
| 5 |
100 |
1100 |
|
1 |
| 6 |
180 |
1641 |
|
3.01 |
| 7 |
80 |
1891* |
0 |
3.13 |
| |
|
|
Total |
13.13 |
| Slow Glaze Firing Profile for cone 05 (1891°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 5 |
150 |
250 |
|
1.20 |
| 6 |
400 |
1641 |
|
3.48 |
| 7 |
120 |
1891* |
|
2.08 |
| |
|
|
Total |
6.76 |
| Fast Bisque Firing Profile for cone 05 (1891°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
120 |
250 |
|
1.50 |
| 4 |
300 |
1000 |
|
2.50 |
| 5 |
150 |
1100 |
|
0.67 |
| 6 |
180 |
1641 |
|
3.01 |
| 7 |
108 |
1891* |
0 |
3.13 |
| |
|
|
Total |
10.81 |
| Fast Glaze Firing Profile for cone 05 (1891°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 6 |
570 |
1641 |
|
2.75 |
| 7 |
200 |
1891* |
|
1.25 |
| |
|
|
Total |
4 |
CONE 04
| Slow Bisque Firing Profile for cone 04 (1926°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
80 |
250 |
|
2 |
| 4 |
200 |
1000 |
|
4 |
| 5 |
100 |
1100 |
|
1 |
| 6 |
180 |
1676 |
|
3 |
| 7 |
80 |
1926* |
0 |
3 |
| |
|
|
Total |
13 |
| Slow Glaze Firing Profile for cone 04 (1926°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 5 |
150 |
250 |
|
1 |
| 6 |
400 |
1676 |
|
4 |
| 7 |
120 |
1926* |
|
2 |
| |
|
|
Total |
7 |
| Fast Bisque Firing Profile for cone 04 (1926°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
120 |
250 |
|
2 |
| 4 |
300 |
1000 |
|
3 |
| 5 |
150 |
1100 |
|
1 |
| 6 |
180 |
1676 |
|
3 |
| 7 |
108 |
1926* |
0 |
2 |
| |
|
|
Total |
11.51 |
| Fast Glaze Firing Profile for cone 04 (1926°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 6 |
570 |
1676 |
|
3 |
| 7 |
200 |
1926* |
|
1 |
| |
|
|
Total |
4 |
CONE 6
| Slow Bisque Firing Profile for cone 6 (2199°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
80 |
250 |
|
2.25 |
| 4 |
200 |
1000 |
|
3.75 |
| 5 |
100 |
1100 |
|
1 |
| 6 |
180 |
1949 |
|
4.72 |
| 7 |
80 |
2199* |
0 |
3.13 |
| |
|
|
Total |
14.85 |
| Slow Glaze Firing Profile for cone 6 (2199°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 5 |
150 |
250 |
|
1.20 |
| 6 |
400 |
1949 |
|
4.25 |
| 7 |
120 |
2199* |
|
2.08 |
| |
|
|
Total |
7.53 |
| Fast Bisque Firing Profile for cone 6 (2199°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
120 |
250 |
|
1.50 |
| 4 |
300 |
1000 |
|
2.50 |
| 5 |
150 |
1100 |
|
0.67 |
| 6 |
180 |
1949 |
|
4.72 |
| 7 |
108 |
2199* |
0 |
2.31 |
| |
|
|
Total |
11.70 |
| Fast Glaze Firing Profile for cone 6 (2199°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 3 |
120 |
250 |
|
1.50 |
| 4 |
300 |
1000 |
|
2.50 |
| 5 |
150 |
1100 |
|
0.67 |
| 6 |
180 |
1949 |
|
4.72 |
| 7 |
108 |
2199* |
0 |
2.31 |
| |
|
|
Total |
11.70 |
CONE 10
| Slow Bisque Firing Profile for cone 10 (2345°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
80 |
250 |
|
2 |
| 4 |
200 |
1000 |
|
4 |
| 5 |
100 |
1100 |
|
1 |
| 6 |
180 |
2095 |
|
6 |
| 7 |
80 |
2345* |
0 |
3 |
| |
|
|
Total |
16 |
| Slow Glaze Firing Profile for cone 10 (2345°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 5 |
150 |
250 |
|
1 |
| 6 |
400 |
2095 |
|
5 |
| 7 |
120 |
2345* |
|
2 |
| |
|
|
Total |
8 |
| Fast Bisque Firing Profile for cone 10 (2345°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time in Hours |
| 3 |
120 |
250 |
|
2 |
| 4 |
300 |
1000 |
|
3 |
| 5 |
150 |
1100 |
|
1 |
| 6 |
180 |
2095 |
|
6 |
| 7 |
108 |
2345* |
0 |
2 |
| |
|
|
Total |
13 |
| Fast Glaze Firing Profile for cone 10 (2345°F) |
|---|
| Seg |
Rate°F /hr |
Temp °F |
Hold |
Time Hours |
| 3 |
120 |
250 |
|
2 |
| 4 |
300 |
1000 |
|
3 |
| 5 |
150 |
1100 |
|
1 |
| 6 |
180 |
2095 |
|
6 |
| 7 |
108 |
2345* |
0 |
2 |
| |
|
|
Total |
13 |
APPENDIX E: ERROR CODES
See this web page for a more complete description of all error codes with links to how to fix the underlying causes:
hotkilns.com/error-codes
|
Error Code
|
Description
|
Quick View
NOTE: “>” means greater than, “<” means less than
|
|
E 0
RPCN
|
Software Error. Recheck the selected program, and reprogram if necessary. You may have to contact the L&L for new software.
|
|
|
E 1
|
The temperature is increasing less than 12 degrees per hour during a ramp segment, where the temperature is programmed to increase. This slow rate must persist for 22.5 minutes before the error is displayed. This can be caused by low power to the kiln, aged elements, etc. See the kiln Troubleshooting Guide to check for all the things that could cause slow heat up. It is one of the most common error codes. Try running the kiln with the error codes turned off. Note that Err1 is only a possibility during a ramp.
|
Ramp segment
Temp. increase < 12°F/hr Persists > 22.5 min.
|
|
E 2
|
During a hold segment the temperature rises to greater than 50 degrees above the hold temperature which was set. The temperature must stay 50 degrees above this set temperature for 18 seconds before the error is displayed.
|
Hold segment
50°F above set temp. Persists > 18 sec.
|
|
E 3
|
During a hold segment the temperature is more than 50 degrees below the hold temperature which was set. The temperature must stay 50 degrees below this set temperature for 18 seconds before the error is displayed.
|
Hold segment
50°F below set temp. Persists > 18 sec.
|
|
E 4
|
The temperature is more than 50 degrees above the set-point during a ramp segment where the temperature is programmed to decrease. The temperature must stay 50 degrees above this set temperature for 18 seconds before the error is displayed.
|
Decreasing Ramp segment 50°F above last hold temp.
Persists > 18 sec.
|
|
E 5
|
The temperature is more than 50 degrees below the local setpoint temperature during a ramp segment where the temperature is programmed to decrease. The temperature must stay 50 degrees below this set temperature for 18 seconds before the error is displayed.
|
Decreasing Ramp segment 50°F below local setpoint temp.
Persists > 18 sec.
|
|
E 6
|
A Negative temperature is displayed. This generally indicates the thermocouple is connected incorrectly. To correct this situation, ensure the red and yellow wires are connected correctly to the controller and at all junctions. You can identify the red lead on an unmarked thermocouple with a magnet because a magnet will be attracted to the red lead.
|
(-) displayed
|
|
E 7
|
The temperature is more than 50 degrees above the local setpoint temperature during a ramp segment where the temperature is programmed to increase. The temperature must stay 50 degrees above this set temperature for 18 seconds before the error is displayed.
|
Increasing Ramp segment 50°F above local setpoint temp.
Persists > 18 sec.
|
|
E 8
|
When using the EASY-FIRE Mode, the temperature is decreasing during the last ramp segment. This could indicate that (if provided on your kiln) that a kiln sitter has turned the kiln off or that the lid was up or the peepholes open or some other physical thing is causing the kiln to decrease in temperature.
|
Cone fire mode only
Temp. decreasing during last ramp segment
|
|
E 9
|
There is a mismatch between the thermocouple type selected in the software and the jumper for the thermocouple type. See section 10.12 to correct. (Also see section 1.0 about thermocouple extension wire).
|
|
|
E 22
|
E-22 appears if one of the thermocouple’s connection wires is reversed- i.e. the red wire is where the yellow wire is, and the yellow wire is where the red wire is. When the wires are reversed on a thermocouple circuit the temperature it reads actually falls rather than rises as the thermocouple is heated. Eventually this leads to it’s reading a negative number and this trips the error code. E-22 is the same as E--6. To fix it first look for which thermocouple reading is falling while the kiln is heating up. Press 1, 2, 3 while it is running to see the different thermocouple temperatures. 1 is always the top, 3 is the bottom. 2 is the bottom on a two section kiln. Then unplug the kiln and open the control cover and follow the wires for whichever thermocouple was falling. Look for where the wire’s colors are reversed; at each connection it is red to red, and yellow to yellow. If all looks well, the thermocouple itself is probably flipped in the ceramic thermocouple connection block. Remove that thermocouple’s mounting screws and washers. Loosen the two center screws on the thermocouple connection block. Pull the block off, turn the two heavy wires of the thermocouple itself over and slide the connection block back on. Re-tighten the two center screws and remount. Test it to see if that fixed it.
|
|
|
PF
|
Continuous PF in display. Indicates a long term power outage. The kiln has been shut down. Press 1 to clear the display.
|
|
|
ERRP
|
ErrP and the current temperature are alternately flashing. To clear the display, press the 1 key. If a firing was in progress, the kiln will continue to fire even though this message is flashing. This error can also happen as a result of RF noise that resets the microprocessor. If this is suspected, the control panel should be returned to L&L for testing and possible modification.
|
|
|
E d
|
This is “Error Difference.” Errd indicates that a difference of more than a 100 degrees has been detected between any of the thermocouples and the set point. When Errd is displayed the firing will be terminated. Errd will not be detected if the error codes (ERCd) have been turned off. The reason for having Errd is to insure against a case where, for instance, the top (TC1) and bottom (TC3) thermocouples have been inadvertently switched. In such a case the top thermocouple (TC1), while placed in the bottom section, could be calling for heat and the heat will be delivered to the bottom of the kiln causing a grossly uneven firing. The first thing to test, if you have this error code, is that the thermocouples are placed in the proper sections. To do this take each thermocouple out (while the kiln is cold) and heat it with a match while pressing the 1, 2, or 3 button on the control to read the appropriate thermocouple. Top should be #1, Middle should be #2 and Bottom should be #3. Another potential cause of this error code could be the sections stacked in the wrong order, or plugged into the control’s receptacles in the wrong order. If not this, a bad element in one of the sections. Check to see if the elements are firing. Check resistance on the elements (see the troubleshooting guide or the general kiln instructions or contact L&L for information on this). Another possibility is a bad contactor or bad receptacle or loose wire. Using a digital multi-meter that allows you to test voltage in an outlet and resistance in a circuit (available from any good electronics or hardware store) you, your electrician, or your local kiln distributor can see whether a circuit is actually delivering power to the receptacles on the control box, and exactly what the resistance of your elements are.
|
|
|
E E
|
A hardware error has been detected by the controller software. The controller must be returned for service.
|
Hardware error
|
APPENDIX F: ZONE CONTROL SPECIAL CASES
ZONE CONTROL ON A 2, 4 & 5 SECTION KILN AND WITH A POWERED BOTTOM
On kilns with four heating sections the center two heating sections are tied together as one center zone. On kilns with five heating sections the center three heating sections are tied together as one center zone. Each section still has its own separate contactor, but the center zone control output controls one contactor on a three section kiln, two contactors on a four section kiln and three contactors on a five section kiln. We suggest placing the center zone thermocouple (TC2) in either of the two middle sections on a four section kiln and in the center section on a five section kiln. You can of course experiment to achieve optimal results.
Kilns with two zones typically use inputs (thermocouples) and outputs (receptacles) 1 and 2 even though we usually have a third unused circuit on the control. If you add a section you may want to enable the three zone control (see the section on programming) and possibly add a thermocouple. On kilns with powered bottoms the powered bottom is controlled off the bottom zone control output. This would be the case of a kiln with three or more sections. In the case of a two section kiln with a powered bottom the powered bottom is controlled off the center zone control (TC2). This acts as a two zone kiln.
APPENDIX G: FREQUENTLY ASKED QUESTIONS
During programming of a firing, I typed a wrong number. How do I correct this?
Before pressing ENTER, enter 0 until all zeros are displayed, then enter the correct number. If you have already pressed ENTER, you must continue to enter the rest of the program as you would have, then you must start over again to program properly, fixing your mistake this time around..
How do I clear the ErrP or PF from the display?
Press the “1” key. After several seconds the current temperature will be displayed. The amount of time the last firing took or STOP may be displayed before the current temperature. If the ErrP or PF message is flashing with the alternate display being the temperature then it means that the kiln is still firing after a brief power interruption.
I am getting the E d message. What is wrong?
More than likely the kiln was set up improperly. NOTE: It is absolutely necessary to match the proper ring with the proper control box outlet and proper thermocouple. If these are mismatched the kiln will not operate properly and you will get the E d display showing that one of the zones is way off set point. Thermocouples, cords and receptacles are all marked for identification. The top zone ring, outlet and thermocouple are all marked #1. In three ring kilns the middle zone is #2 and the bottom is #3. In four ring kilns the middle zone is #2 and #3; the bottom is #4. In five ring kilns the middle is #2, #3 and #4 and the bottom is #5. You can easily test to make sure the thermocouples are properly located by putting a match to one at a time and checking the temperature rise on the control for that thermocouple.
I am getting the E-1 message. What is wrong?
This is the most common error message. It means the kiln is rising in temperature too slowly and can be caused by a variety of things. In older kilns it is probably a result of elements being aged or one or more elements not firing for some reason. The first thing to check is element resistance and continuity. See our troubleshooting guide for details. If this happens in a newer kiln it is still a good idea to check the elements. One problem we have found is that the thermocouple lead wire was pinched and was creating a short circuit (meaning that the controls was reading whatever temperature was at the pinched point and so, as far as the control was concerned, the kiln wasn’t heating up. The way to test for such a condition is first of all to observe that the control is showing a temperature that is greatly different than what you can tell is in the kiln. The other better way is to disconnect the thermocouple and see if the display says FAIL . If it does then it means there is no short circuit in the thermocouple circuit. This could also happen with a burned thermocouple connection wire (say if the yellow wire touched the kiln case and the wire insulation burned off). Note that Err1 is only a possibility during a ramp. A common problem is that one of the sections is lagging. Try to find out which section is lagging. If it is the bottom (fairly typical) you could try a 2” layer of calcium silicate under the kiln bottom (this is very inexpensive insulation that is quite hard and non-compressible) or even another brick bottom. If you are using a vent try turning it off towards the high end of the firing cycle. (NOTE: This is OK to do on an L&L Vent-Sure but with some bottom mounted vents you are not supposed to do this or you will burn up the motor). Make sure your peepholes are closed at high fire.. Make sure kiln is loaded evenly, more in the bottom of the kiln than the top will make it fire very slowly also. One last thing to consider is the voltage available to the kiln when it is on and running. Get an electrician to check this at the kiln and be sure it comes pretty close to the kiln’s label. Low voltage can cause slow heat ups and voltage lower than 208VAC can also cause problems with the microprocessor in the DynaTrol as well.
My kiln takes longer to fire than I think it should.
See suggestions above in E-1 troubleshooting.
My program takes longer to complete than I expected. What is happening?
The controller actually accomplishes the temperature rise by establishing what’s called a traveling set point. The traveling set point is set by the controller at the initial kiln temperature, and it is increased (or decreased) at a rate equal to the ramp rate you have chosen. Anytime the kiln temperature is below this traveling set point the heating elements of the kiln are turned on. If the temperature is above the traveling set point the heating elements are turned off. When both the traveling set point and the average of the measured temperatures reach the first soak temperature, the hold phase begins or the next ramp rate begins. (That is called a guaranteed soak). It means that a program might take longer than the theoretical time you have programmed into it.
My kiln seems to be much hotter than the thermocouples indicate. Or the kiln seems to be going to slow (by the readings on the controller).
This could be serious. Check to see that the thermocouples are inserted at least 1 to 1-1/2” into the kiln. If the tips of the thermocouples are buried in the kiln wall insulation they will obviously read at a lower temperature than the inside of the kiln. THIS COULD LEAD TO AN OVERFIRING OF THE KILN! Another possibility is that there is a short circuit in the thermocouple lead wire. See the above Err1 question to check the thermocouple circuit.
Is there a guaranteed soak?
Yes. This means that if the kiln does not reach temperature in the time you assign in a ramp it will not start the hold portion of that segment until the kiln reaches the set point temperature. This also means that the actual time to fire may take longer than you have programmed into the kiln (if it takes longer to get to a particular temperature than you think it ought to take).
I turned on the controller and FAIL is displayed. What does this mean?
One or more of the thermocouples are not connected to the controller. When connecting the thermocouple, connect the negative wire (on Type K in non-European kilns this is RED) to the connector with the negative (minus) sign under it. Connect the positive wire (on Type K non-European kilns this is Yellow) to the connector with the positive (plus) sign under it. (See Section 1.0 for information on Type S and European kilns). Also there may be a break in one of the thermocouple lead wires, if so, the thermocouple lead wire must be replaced. Make sure all thermocouple connections are very secure and tight and that there is a direct touching of the thermocouple lead wire with the actual wire inside the thermocouple.
I keep burning out thermocouples. What is wrong?
Thermocouples, like elements are a consumable item. They will burn out over time. If you are firing to high temperatures (Cone 5 and above) you should consider either an 8 gauge thermocouple with a ceramic protection tube or Type S thermocouples. A reduction atmosphere (the lack of enough oxygen in the kiln to thoroughly burn off all impurities) attacks elements and thermocouples. Speedy firings especially as the kiln climbs to 1100°F, will not give enough time to burn out these impurities. This is made worse if there is no ventilation to the kiln. An open peephole or three may be enough, or a downdraft venting system like L&L’s Vent Sure system may be what you need for a good, clean, oxidizing atmosphere.
How can I find out the final temperature which was reached during a cone firing?
At the end of an EASY-FIRE firing, the current kiln temperature and CPLT will be alternately flashing in the display. Press ENTER or START/STOP. Then press Review Prog, the final temperature will display. This final temperature will be retained until the next firing or until the controller is reprogrammed. In a VARY-FIRE program the DynaTrol will fire to the temperature programmed.
My kiln underfires, turns off before the DynaTrol reaches its set point .
If you have a Dawson Kiln Sitter as a back up safety device be sure that the cone in it is at least two to three cones higher than your final set point temperature. Remember that, when using the DynaTrol control, the optional kiln sitter is only safety back up controls. You do not want it to actually actuate. If you have a Dawson Kiln Sitter/Timer, be sure the time is set higher than the expected length of your program. See above answer about the kiln sitter safety control. Also you may need to calibrate; to adjust the cone settings with the cone offset. Note that it is common for thermocouples to “drift” in their readings. As this happens the cone offset or the thermocouple offset can compensate for this. Sometimes fire with witness cones so you can compare what the control did to the actual performance of cones.
Why use a soak time or make the kiln go slow?
Most ceramics achieves its characteristics not so much by what temperature it reaches but by how much “heat-work” is put into it. A long soak at a lower cone can often develop the bisque or glaze better. In addition a soak period almost always will improve the uniformity of the firing throughout the kiln. A soak period gives the entire load of ware time to absorb the radiant heat that is projected from the elements. If you simply rise to a certain temperature and then shut the kiln off (as is typical of a manual kiln sitter operation) then the center of the kiln may not have had a chance to absorb as much heat as the ware around the perimeter. The same would be true for a thick piece of pottery if it was just heated to a temperature and then cooled. The middle of the piece would never get to the same temperature as the outside of the piece, and in extreme situations, if it was heated very quickly, could cause the piece to explode. You may have experienced the fact that an older kiln, with slow firing elements may in fact have given you better results. This is because the entire kiln has had a chance to even itself out as it approached final cone. A slow heat up will result in “cleaner” bisque. It will give the kiln time to burn out impurities like sulfur and carbon out of the clay. These impurities can cause pitting and other problems when you subsequently glaze the ware if they have not been given sufficient time to burn off during the bisque.
Can you change a program segment while running a program?
No. You must first Stop the program by hitting START/STOP. Then change the program. Then re-start the program. The control will automatically start from where you were previously. For instance if the kiln temperature is at 1200°F and this is segment No 2 it will restart from that point in the program. You can advance to the next segment (in a VARY-FIRE Program). See the directions in under Skip Step in the View Section.
When the control flashes TC2 alternating with a temperature does it read that until you toggle to a different thermocouple?
The control is continually reading the temperatures in all three zones. However it only displays one temperature at a time. It does not scroll automatically. To manually scroll to the different thermocouples hit either 1, 2 or 3. The default display is thermocouple #2.
Is there a lead zone?
No. Each zone is controlled independently with a separate input (each thermocouple), and a separate output (the signal from the DynaTrol to one of the contactors to send or not to send power to the elements. The output of the zones can be quite different. For instance the top zone (#1) may be calling for 75% output while the middle zone (#2) is calling for 35% output while the bottom zone (#3) is calling for 90% output. This percentage is the percent of time that a zone is on, out of the total time elapsed. This is a time proportioning control.
Is this a time proportioning control?
Yes. The control determines what the percent of output (0-100%) is required to properly heat the kiln. It then converts this into amount of time or and time off that the contactor should be firing. This is different than current proportioning which would send a proportional current to adjust an continually adjustable SCR power control for instance.
What happens when I turn off the Error Codes?
It is O.K. to do this. However, you will not get certain operator protections which might prevent you from getting a poorly fired kiln. They can be turned off if you are doing special firings, such as jewelry or glass firing where the kiln is left open. This will also turn off the Dynamic Zone Control, and the E d function when the Error Codes are turned off. This turns off most error functions so that kiln is not affected by these built in checks. It eliminates nuisance shut downs but side steps built in “fool proofing”. The only Error codes that this does not turn off are E 6, FAIL, and ErrP or PF in both the EASY-FIRE and VARY-FIRE modes. In addition E 1 (indicating slow temperature rise) and E 8 (temperature falling) is not turned off in the last segment of an EASY-FIRE program. This is because the built in calculations would make no sense if the kiln were firing too slowly.
What happens when a thermocouple fails?
If the top (TC1) thermocouple fails then the top (TC1) and middle (TC2) work together from the TC2 thermocouple. If the bottom (TC3) Fails then the bottom (TC3) and middle (TC2) work together from the TC2 thermocouple. If the middle (TC2) Fails then the top (TC1) and middle (TC2) work together from the TC1 thermocouple.
One or more of the thermocouples reads FAIL. What is wrong?
One or more of the thermocouple circuits has failed. Chances are this is a bad thermocouple. Even if the thermocouple looks OK there might be a microscopic crack that could FAIL intermittently. A simple test to see if the problem is in the thermocouple itself or in the thermocouple wire is to do the following: Disconnect the thermocouple from the yellow lead/extension wire that attaches at the cold end of the thermocouple. Touch together the red and yellow leads coming out of the yellow lead/extension wire (note: this is very low milli-voltage and is not dangerous). This will complete the thermocouple circuit and eliminate the actual thermocouple from consideration. Now press the #1 button, If the FAIL message goes away then you know it is a bad thermocouple. If the FAIL message does not go away then the next thing to check is make sure that the thermocouple is properly attached to the connection board on the control. If this looks OK then the yellow extension wire should be replaced or the DynaTrol might have a problem.
What is PID and can the PID settings be changed?
PID stands for “Proportional, Integral, Derivative” This is a mathematical calculus function built into the control that proportions the amount of power going to the output device (contactor) as the kiln approaches set point temperature. It is used to prevent overshoot which you would get if the control did not turn off until it reached the set point. The values are fixed and based on average kiln conditions. Because most kiln conditions are fairly similar and the ramps are very slow by most industrial standards not much flexibility needs to be built into the PID constants. There is no “adaptive tuning.” The values for the PID are hard programmed into the control and can not be changed. They are optimized for ceramics. If you are using the control for another application and you find that the control gives you some overshoot try a step in your program that is a very slow ramp for the last few degrees of the program. For instance if you wanted to get to 1800°F without overshoot have the program go to 1775°F and then take 15 minutes to ramp to 1800°F .
NOTE: Do not confuse the PID talked about here with the “PID” setting in the Hidden Other Menu.
Is there any way to know what the set point actually is?
Yes. Press Review Seg twice while the kiln is firing and the set point will appear.
What happens if there is a power outage?
If the power outage lasts for less than ½ hour the control should pick up where it left off unless the kiln temperature has dropped more than 250°F or, if it is within 100°F of the end of the firing then only a 100°F drop off is allowed. If the program automatically aborts based on the above logic then it must be manually restarted. If you restart the program, the control will find out where the temperature is and will start from there. If you get a power outage you will see an ErrP or PF error code. This must be reset by hitting any button on the key pad.
The display is jumpy. What about Thermocouple noise?
- The negative lead of the thermocouples are automatically grounded to the safety ground.
- This typically is able to remove thermocouple noise from the system.
- Thermocouple noise is typically caused by stray electrical currents induced into the low voltage thermocouple circuits by the kiln elements.
- It shows up as “jumpy” temperature readings on the control.
- A little of this is OK but if the readings are very jumpy it can confuse the control. If you see this sort of “jumpiness” check all ground connections involved for tightness and continuity.
- If the ground is OK and the thermocouples are in the factory provided holes, in your kiln about one and one half inches, then contact L&L or a certified repairman for assistance. NOTE: thermocouples in homemade holes that may be positioned too close to the elements, could receive more of the inductive current generated by the elements, therefore receive more noise (NOTE: In extreme cases L&L can retrofit your control box with a noise suppressor and even wire the box so that the control voltage is feed through a separate 120 volt cord).
- (See this web page for a more detailed description with potential solutions: hotkilns.com/noise-fix)
Do thermocouples need to be grounded or ungrounded?
They must be ungrounded thermocouples. Grounded thermocouples will cause problems with this control. The negative leads of the thermocouples are connected to the kiln ground. (See above section about electrical noise). Be sure there is only one ground to your kiln. This is normally through the plug or main power connection all the way to the “earth ground”. The control is grounded and RF (radio frequency) noise generated in the thermocouples (from the element power and other sources) is drawn into the sheath ground and into the negative lead of the thermocouple and then ultimately out to earth ground.
Can I override the end of a firing to gain temperature?
Lets say you just fired a load and you can see through your peephole (looking at a witness cone) that your load did not fire to full maturity.
- Restart the program with a higher cone value and then manually shut off kiln when the witness cone starts to mature.
- Use the cone offset feature next time to eliminate this problem before it happens again.
I hear the contactors clicking on and off when the kiln is at a low temperature and even though my set point is way above the temperature readings. Why?
The control only allows power for about 1/3 of the time when the kiln temperature is below 500°F. This is because kilns are generally overpowered for these low temperatures and the control would constantly be overshooting any lower temperature set points without this feature.
What does it mean when the display flashes?
- The DynaTrol is trying to give more information than can fit on just one displayed message.
- Either the message cycles over and over again, like IdLE and TC2, current temperature, or the messages continue to flash by quickly, as in the case of what happens when you press the Review Prog button.
What does CPL mean?
“CPL” means that programming an option or a sequence of steps has been completed.
How do you turn off the audible alarm?
The alarm is an audible signal. You can turn it off (after it turns on) by pressing ENTER. Set it for 9999 to disable it.
How do I get information about my firing?
- When the program has completed it will flash CPLT and the time it took to get to temperature.
- After pressing STOP you can press Review Prog to get more information about the firing.
- The display will scroll through the following: the Cone you set it at, the actual temperature that the kiln achieved, what speed you had it set for, and hold time etc.
- This only works in the EASY-FIRE mode.
- In the VARY-FIRE mode, if you press Review Prog you see what you programmed only. This information will be retained in memory until the control is reprogrammed.
What ambient temperature conditions do I need for the control?
Do not operate the controller in temperatures above 125°F or below 0°F or 0°C. Actually a little hotter or colder will still be within tolerance of the components. The real component rating is near 160°F . If you are using the Celsius temperature scale 0°C is the lowest operating temperature possible as the DynaTrol thinks a negative temperature displayed is because of a thermocouple installed backwards, not because it could be cold outside. (NOTE: The board components are rated for 50°C below zero so the control (and kiln) can be stored outside in a covered area).
The kiln did not begin soaking when it should have.
The fact that the kiln did not start to soak when its seems like it should could be due to the fact that an average of all the process variables (TC readings) and the traveling set point have to reach set point temperature before the hold begins. Or the DynaTrol has computed a higher temp (than you expected it to) to equate to the cone # fired to and the rate of climb… Once it gets to where it determines the cone is , it will begin the hold.
The thermocouples seem to be off according to the cones.
If you had an ErrP or PF message while firing, and the kiln temperature went down briefly, the cones may have misrepresented actual temperature for the following reason: If the temperature decreases in the kiln temporarily after the cone begins to form a glass (starts to mature even though it may not be visible) the decrease in temperature could “freeze” the cone and prevent it from operating properly. Cone temperatures also vary according to how quickly the kiln climbs in temperature. Thermocouples do age, sometimes rapidly, and may not read like they used to. Try a cone offset to raise or lower the entire kiln’s final temperature for the cone you have programmed. Or try a thermocouple offset if it is just one or two zones that are consistently hotter or cooler than they should be.
How do I ramp down?
You must use the VARY-FIRE Mode. The control will change the path of the firing profile in the direction of the next segment’s set point. In other words if the current segment has a set point of 500°F and the following segment has a set point of 1000°F then the control will ramp the set point in the “up” direction. Conversely if the current segment has a set point of 1000°F and the next segment has a setpoint of 500°F then the control will ramp the set point in the ”down” direction. See the specific instructions in the Programming section under VARY-FIRE.
Does the control work on 50 HZ?
Yes. The control will work on either 50 Hz or 60 Hz. The electrical cycle does not affect any timing circuits in the control.
TEMPERATURE READINGS VS CONES
Automatic controls are great tools. They are not complete tools, however. They base what they do on electrical signals generated by the thermocouples that get interpreted by the electronic control as specific temperatures. There are four inherent problems with this. First, the thermocouples are only measuring temperature at the very tip of the thermocouple. Typically this is placed an inch or two in from the inside surface of the kiln. The thermocouple is usually not measuring the temperature in the middle of the kiln. Second, there is an inherent error in the thermocouple of a few degrees either way. Third, thermocouples drift in their accuracy over time. Fourth, and perhaps most important, thermocouples only measure temperature. For ceramics you are really interested in “heat-work” or the amount of heat that is absorbed by your ware over time. It is like baking a cake. Absolute temperature is only one factor in the successful baking. For all these reasons we highly recommend the use of witness cones in every firing. These will tell you what really happened in the kiln. We suggest using a set of three witness cones in each zone for the kiln. At the absolute minimum use one witness cone per firing to check basic performance of the kiln and control. Then using this accurate information you can use the many features of the DynaTrol to conform the performance of the control to your exact needs. You may want to try firing the kiln with all the preset programs with witness cones to see just how the type of program affects the cones you will be using. Keep good records and get to know your kiln, the DynaTrol and how the combination of these two things with the kind of ware that you fire all work together. There is no substitute for experimentation and personal individualized documentation. See the following for more helpful information:
Helpful Links
hotkilns.com/hold-times-and-heatwork
hotkilns.com/calibrating-kiln
hotkilns.com/fire-precisely-witness-cones
hotkilns.com/promote-even-firing